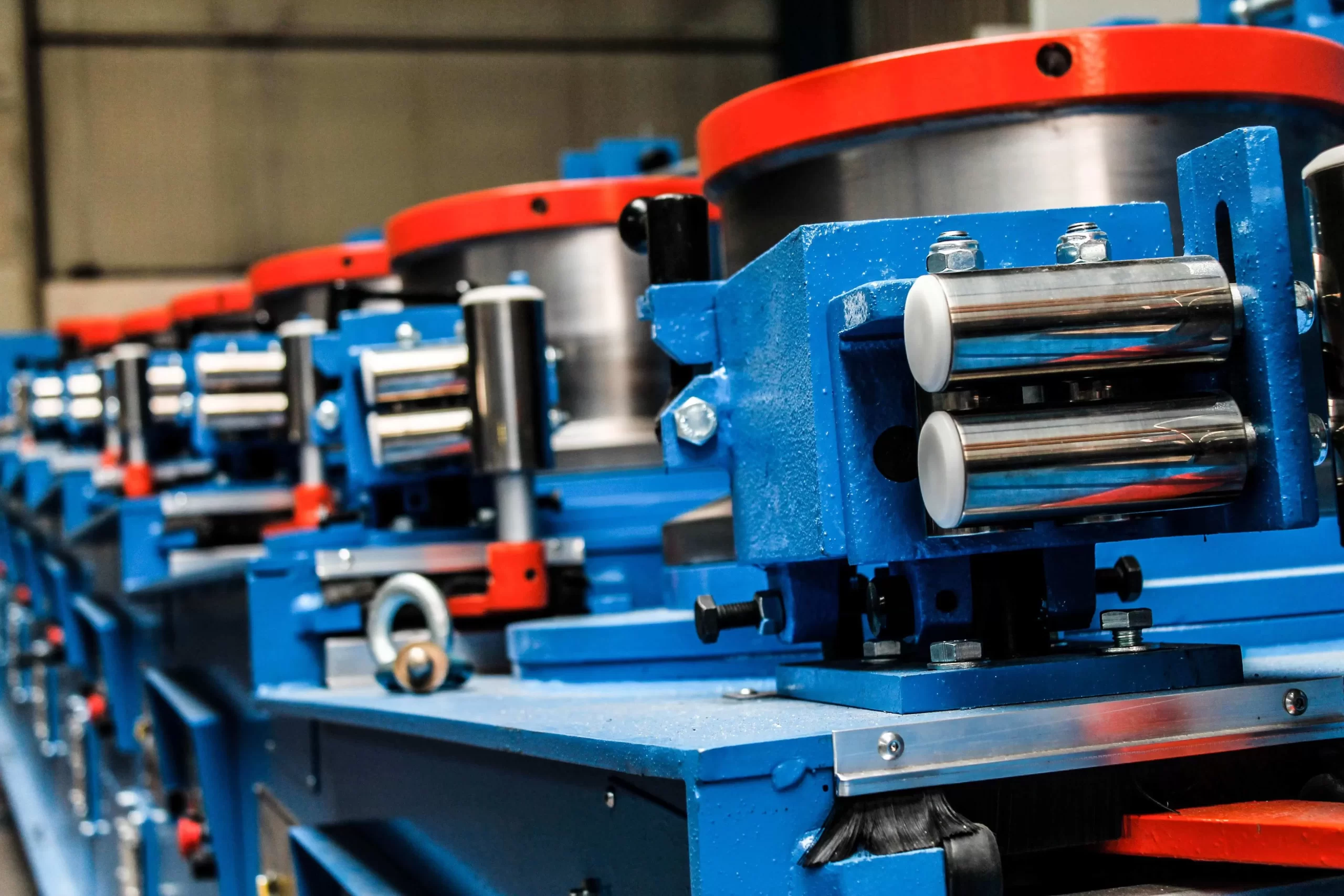
Fleece grinding machines are important post-processing equipment in the textile industry. Fabrics generally go through pre-treatment processes such as weaving, desizing, and rinsing, and are then fed into the fleece grinding machine to further trim and fluff the surface fluff of the fabric, achieving the purpose of smoothing the surface and improving the hand feel, and increasing the added value of the product.
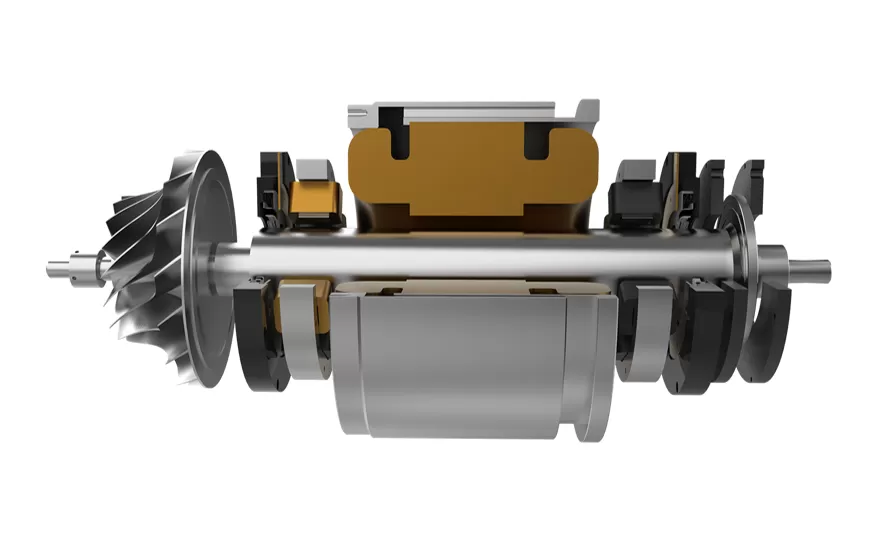
Magnetic levitation blowers represent a groundbreaking innovation in modern industrial applications. With their unique operating mechanism and remarkable performance advantages, they are increasingly adopted in industries like energy, environmental protection, metallurgy, and chemical engineering.
The bridge stone cutting machine is one of the key equipment in the stone processing industry, designed to cut large stone blocks in one go. It consists of dual columns, a large horizontal beam, a lifting mechanism, and a spindle box.
Copper wire wire-drawing machine takes advantage of copper’s extensibility, uses power to wind and pull the cooper wire, so that the copper wire deforms because of producing pultrusion plasticity forwardly by wire-drawing die, which makes the diameter smaller, achieving the diameter size that we need.
A draw bench, firstly used 100 years ago, is a tool used to do cold work on a metal, such as altering the form of the metal without applying heat and applying only pressure.
Film Slitter consists of by rewinding mechanism, slitting mechanism, winding mechanism, as well as various functional roller and deviation rectification control and detection device.
Crushers are mechanical equipment used to break large materials (such as ores, coal, construction waste, etc.) into smaller particles. They are widely used in industries such as mining, metallurgy, construction, and chemicals.
Bending machines, utilizing straightforward molds to form metal sheets into specific forms, are extensively used across different sectors including electronics, construction, and hardware manufacturing.
In April 2024, GTAKE successfully completed the modernization of a crane used for handling long-length timber at a pulp and paper industry facility. This project involved replacing outdated and worn-out electrical equipment to enhance the crane’s performance and reliability.