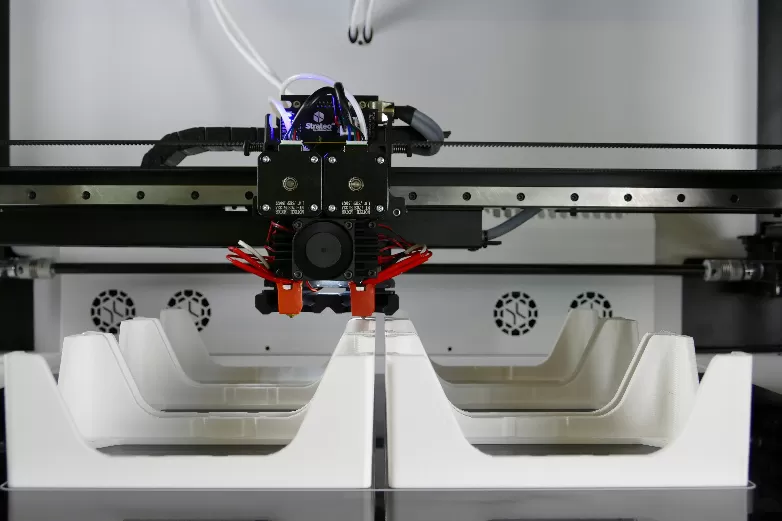
Spindle drive system is big power execution part of CNC machine, which function is accept speed instructions and auxiliary function instructions from CNC system to drive spindle for cutting processing. CNC machine center has high requirement for spindle, firstly it requires wide range stepless speed regulation based on high torque and strong overload ability, secondly it requires spindle to stop at set angle in auto tool changing (stop at precise angle).
AC servo spindle drive system consists of spindle drive unit, spindle motor and rotary encoder, the encoder is used to detect spindle speed and position. This system is mainly for closed loop speed control, but when the spindle stops at a s precise angle, it is closed loop position control. As the spindle drive power is large, spindle motor usually uses squirrel-cage induction motor structure. Rotary encoder can be installed out of spindle or it can also be made as a whole with spindle motor. Closed loop control and vector operation of spindle drive unit are realized by internal high speed DSP and control system.
Program Features
Under VC control mode, a GK820 drive can undertake the task of zero-speed clamping, angular positioning (4 modes), fixed length control (8 modes), and positioning via pulse input. The precision of positioning at pulse input reaches ±1 pulse.
Compatible with various kinds of encoder, among them, PG13 extend card (recommended when using long cable encoder) supports A/B/Z differential output and extends pulse/encoder signal input port.
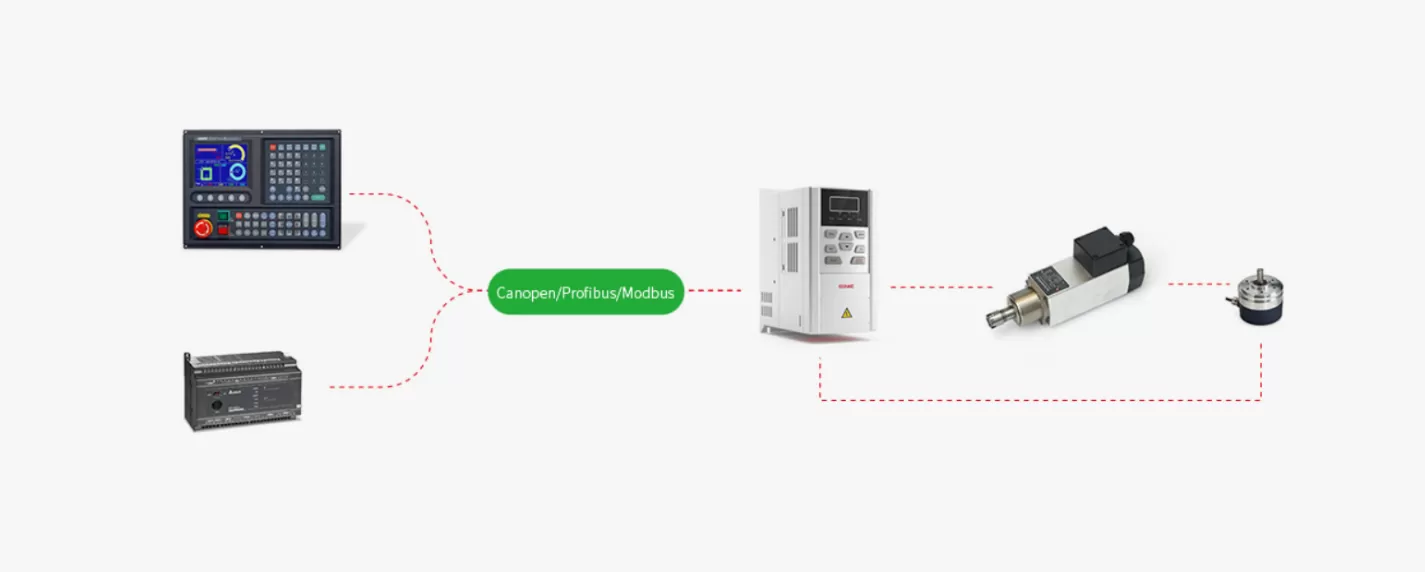
Supports various communication protocols: CAN, CANopen, Profibus, Modbus etc. Strong anti-interference ability and high compatibility with CNC controller and PLC.
GK820 can provide 200% load torque in low frequency, which meets hard mechanical characteristics of CNC spindle motor. It can provide 150%(60s) overload protection, which make CNC machine have powerful overload ability in low speed.
Flexible electronic gear: Through the function of electronic gear of GK820, closed-loop vector control still can be performed even the encoder is not easily to be mounted.
Improve CNC machine working accuracy and manufacturing efficiency greatly; it is important to increase product quality and quantity, reduce the cost, improve the automation level and reduce maintenance.
System Functions
The whole electrical system consists of CNC machine, VFD, timer relay, brake modules. Check the wirings in blowing:
AC power supply is connected to power supply terminals(R, S, T) of main circuit via breaker. Connect VFD outputs terminals (U, V, and W) to spindle motor correctly. If the run command direction and motor rotary direction are different, just switch any two phase of U, V, W or switch FWD/REV terminal in control circuit.
Frequency command source is given by CNC in 0~10V(or -10V~10V), which is connected on VFD AI1 and GND. Motor direction and run command are decided by digital input terminal(DI) status When DI terminal X1 and COM are connected, X1 is high voltage level, motor runs forward When DI terminal X2 and COM are connected, X2 is high voltage level, motor runs in reverse When neither DI terminal X1 nor X2 are connected to COM, X1 and X2 are low voltage level, motor stops.
Two relay contacts control the ON/OFF of X1, COM and X2, COM, these two relays can be controlled by spindle forward and spindle reverse instructions given in CNC system. At the same time, relay output RA and RC is set as “fault output”.
GK820 is the high-performance series which covers an entire range of applications, particularly for demanding ones that require precise speed control, torque control and fast response, etc.