The primary motion of CNC machine is rotary motion of work piece on chuck or center by spindle. The motor drives gear box to rotate and change speed. In mechanical processing, different spindle rotary speeds are required (like, high speed lathe, grinding machine), operator uses hand shank combinations to control the clutch (released and pressed). In this way, he will get different gear box combinations for multiple rotating speeds. This operation is not convenient and maintenance is huge. According to the practice, the damage rate of electromagnetic clutch for speed regulation is high. The traditional lathe with this character cannot satisfy the requirement given by high speed economic development any more. The new lathe with VFD together with spindle to regulate speed is more and more common and practical.
Program Features
Spindle VFD has wide speed range , GK900 open loop vector VFD can realize stepless speed regulating between 0~300Hz
VFD can provide 150% load torque in low frequency, which meets hard mechanical characteristics of CNC spindle motor.
CNC machine can simply traditional complicated mechanical transmission gear by using VFD and it is easy for operation and maintenance.
VFD has analog voltage and current input ports; they can be used together with CNC machine control signals.
Increase product quality and quantity, reduce the cost, improve the automation level and reduce maintenance.
System Functions
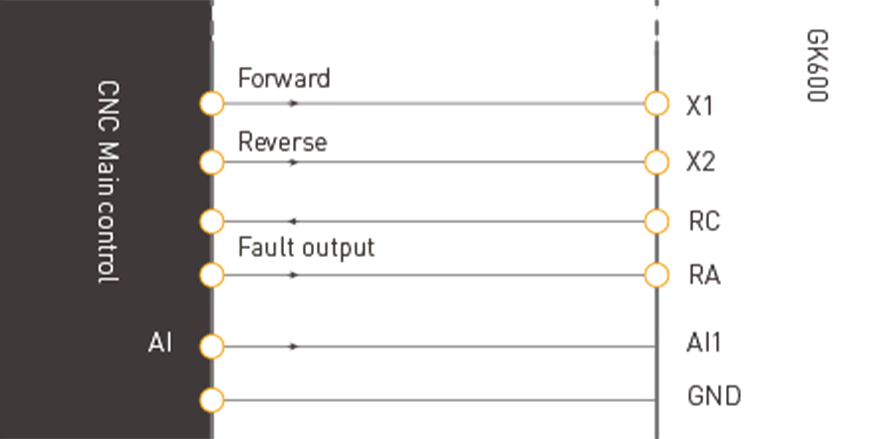
The whole electrical system consists of CNC machine, VFD, timer relay, brake modules. Check the wirings in blowing:
AC power supply is connected to power supply terminals(R, S, T) of main circuit via breaker. Connect VFD outputs terminals (U, V, and W) to spindle motor correctly. If the run command direction and motor rotary direction are different, just switch any two phase of U, V, W or switch FWD/REV terminal in control circuit.
Frequency command source is given by CNC in 0~10V(or -10V~10V), which is connected on VFD AI1 and GND. Motor direction and run command are decided by digital input terminal(DI) status When DI terminal X1 and COM are connected, X1 is high voltage level, motor runs forward When DI terminal X2 and COM are connected, X2 is high voltage level, motor runs in reverse When neither DI terminal X1 nor X2 are connected to COM, X1 and X2 are low voltage level, motor stops.
Two relay contacts control the ON/OFF of X1, COM and X2, COM, these two relays can be controlled by spindle forward and spindle reverse instructions given in CNC system. At the same time, relay output RA and RC is set as “fault output”.
GK900 is the book-type versatile series which can be used to replace andGK900 is the book-type versatile series which can be used to replace GK620 andGK900 is the book-type versatile series which can be used to replace GK620 andGK900 is the book-type versatile series which can be used to replace GK620 andGK900 is the book-type versatile series which can be used to replace GK620